英文原题:In-situ rolling friction stir welding of aluminum alloys towards corrosion resistance(全文阅读)
通讯作者:黄永宪,哈尔滨工业大学;孟祥晨,哈尔滨工业大学;谢聿铭,哈尔滨工业大学
作者:Wei Wang(王伟),Xiangchen Meng(孟祥晨,研究员),Wenjiang Dong(董汶江),Yuming Xie(谢聿铭,副教授),Xiaotian Ma(马潇天),Dongxin Mao(冒冬鑫),Zeyu Zhang(张泽宇),Yongxian Huang(黄永宪,教授)
高强铝合金由于其低密度、高比强度及可加工性好等优点被广泛应用于航空航天等领域。但在实际服役过程中,高强铝合金接头在海洋环境下易发生腐蚀,尤其是沿着晶界发生应力腐蚀。在大多数情况下,材料的腐蚀都是从表面开始的,他们对材料表面的结构和性能非常敏感。通常情况下,采用过时效和回归再时效等热处理手段调控析出相和晶界无析出带的尺寸提高接头的耐蚀性,但这样往往会降低接头的强度。在不损伤接头强度的前提下提高耐蚀性是一个很大的挑战。
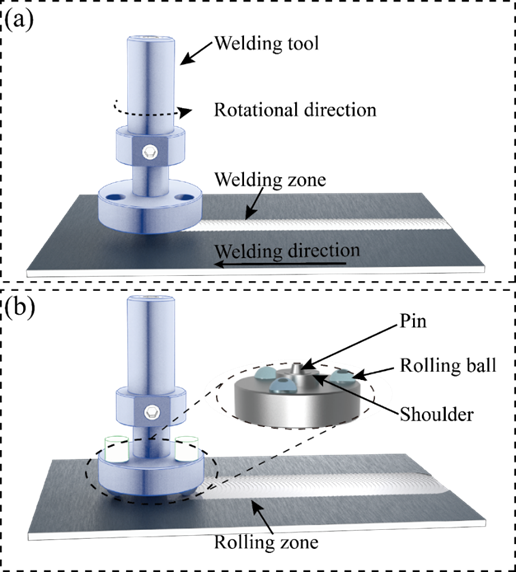
针对上述难题,哈尔滨工业大学黄永宪教授团队提出随焊碾压搅拌摩擦焊接技术,通过随焊碾压搅拌摩擦焊焊具(图1),实现工件高强度的连接,同步碾压球对接头表层进行残余应力调控和微观组织设计。
随焊碾压搅拌摩擦焊新技术在接头表层发生强塑性变形构建梯度结构、降低残余应力和优化微观组织结构,从而提高接头的力学性能和耐腐蚀性能。如图2所示,相比与传统搅拌摩擦焊,随焊碾压搅拌摩擦焊接头的残余应力由拉应力向压应力转变;对比两种不同工艺接头的拉伸性能(图3),随焊碾压搅拌摩擦焊接头的最大抗拉强度和屈服强度分别为469 MPa和308 MPa,最大抗拉强度达到母材强度的83.6%,与传统搅拌摩擦焊相比,分别提升了17 MPa 和23 MPa,且接头的延伸率没有降低。
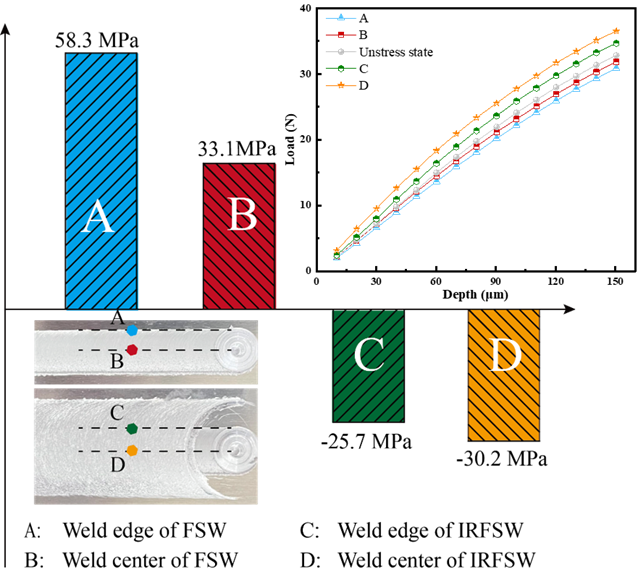
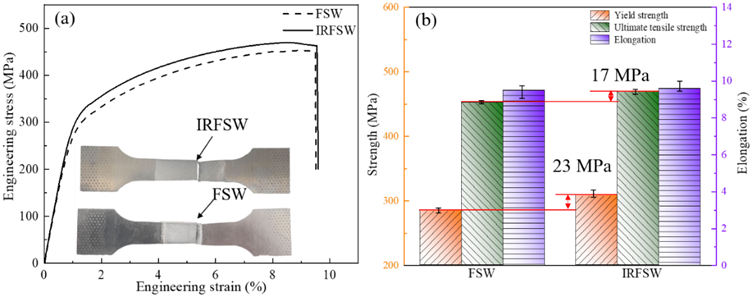
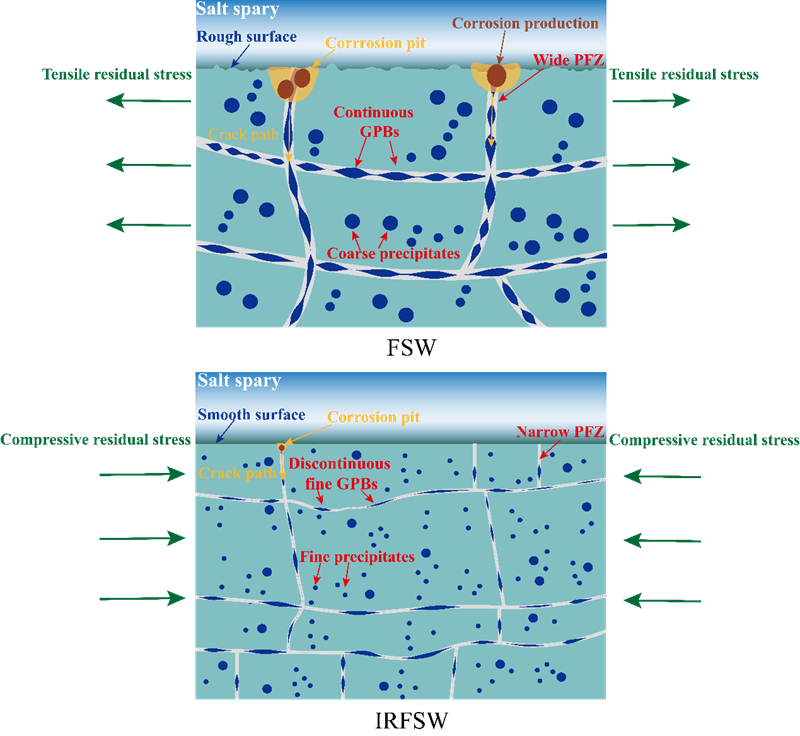
图4为铝合金随焊碾压接头的耐蚀性改善的机理图。随焊碾压后的接头耐蚀性大幅提高归因于以下四个方面:(1)随焊碾压搅拌摩擦焊技术可以使接头表层更加光滑,光滑接头表层可以减少与腐蚀介质的接触面积;增加接头的电子功函数,抑制电子的释放;(2)接头表层残余应力由拉应力向压应力转变,压应力可以抑制裂纹扩展速率;(3)晶内沉淀相的重新溶解和PFZ宽度变窄降低了与基体的腐蚀电位差;(4)不连续分布的GBPs阻断了晶间腐蚀的阳极通道。
相关论文发表在材料腐蚀领域顶级期刊Corrosion Science上,哈尔滨工业大学博士研究生王伟为文章的第一作者,黄永宪教授、孟祥晨研究员、谢聿铭副教授为通讯作者。该工作得到国家自然科学基金项目(52175301、52305345)、中国博士后科学基金特别资助项目(2021T140151)资助。