英文原题:Sleeve friction stud welding towards formation and property(全文阅读)
通讯作者:黄永宪,哈尔滨工业大学;谢聿铭,哈尔滨工业大学
作者:Xiangchen Meng(孟祥晨,研究员),Shuming Sun(孙书明),Xinyu Liang(梁新宇),Dongliang Ren(任东亮),Mingyang Liang(梁明阳),Xiaoyang Peng(彭小洋),Shiwei Han(韩世伟),Yuming Xie(谢聿铭,副教授),Yongxian Huang(黄永宪,教授)
摩擦螺柱焊具有操作简单、成本低、接头质量高等优点,可应用于装甲车领域。其焊前无需预热的特点使其成为铝合金螺柱与厚板连接的优选方法。然而,常规的摩擦螺柱焊接头通常需要进行二次加工以去除螺柱周围的飞边,且螺柱中心位置容易存在弱连接缺陷影响接头性能。保证接头力学性能的同时获得良好的接头成形是一个很大的挑战。
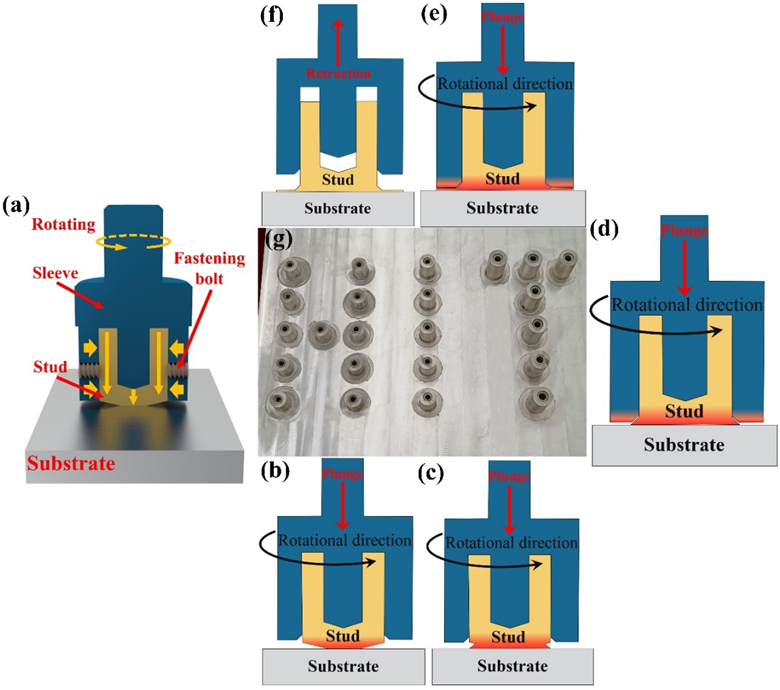
针对上述难题,哈尔滨工业大学黄永宪教授团队提出轴套辅助摩擦螺柱焊接技术(SFSW),通过添加辅助轴套工具(图1),实现了螺柱焊接头同步控形控性处理,接头成形良好的同时,获得了优异的力学性能。
轴套辅助摩擦螺柱焊技术将普通摩擦螺柱焊接头周围的飞边改善成为表面增厚层(对比图2a与图2b),同时实现了螺柱与板材连接处的平缓过渡,减小应力集中。图2c至图2h展示了SFSW接头的宏微观形貌,接头成形良好,周围形成与基板结合良好的均匀增厚层,螺柱中心位置处不仅无弱连接缺陷,还存在螺柱与基板的机械连接。图2i说明了螺柱中部产生机械连接的材料流动机理。
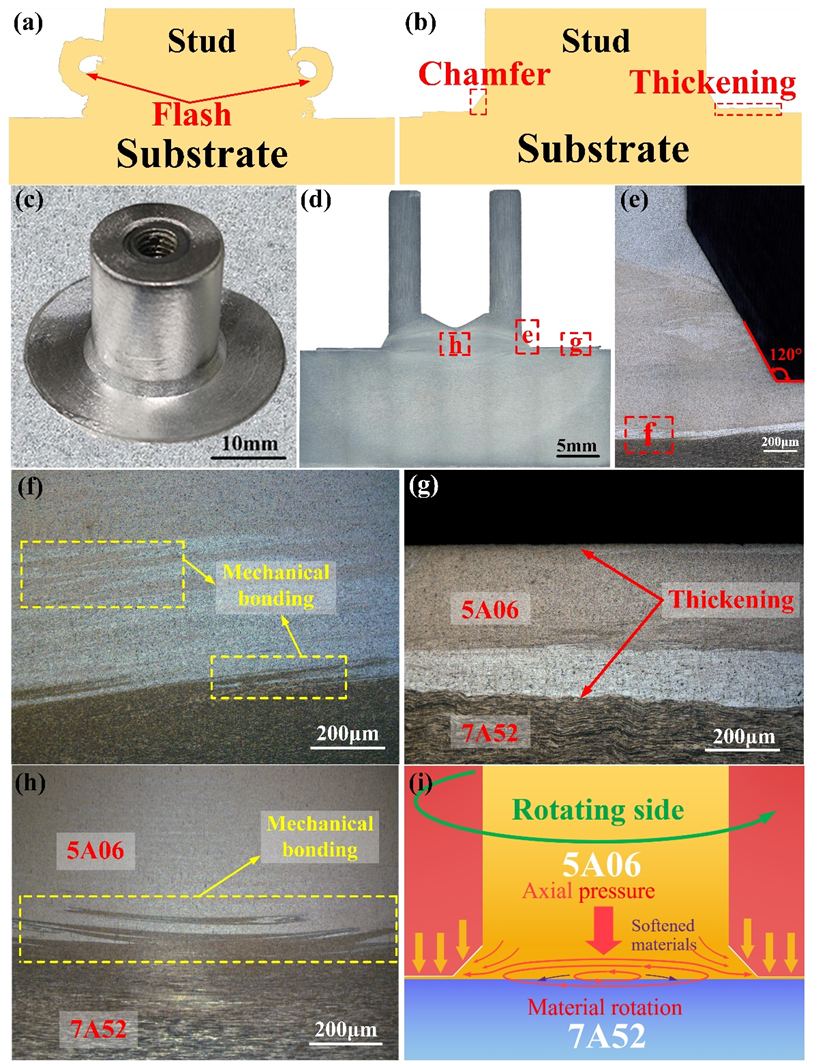
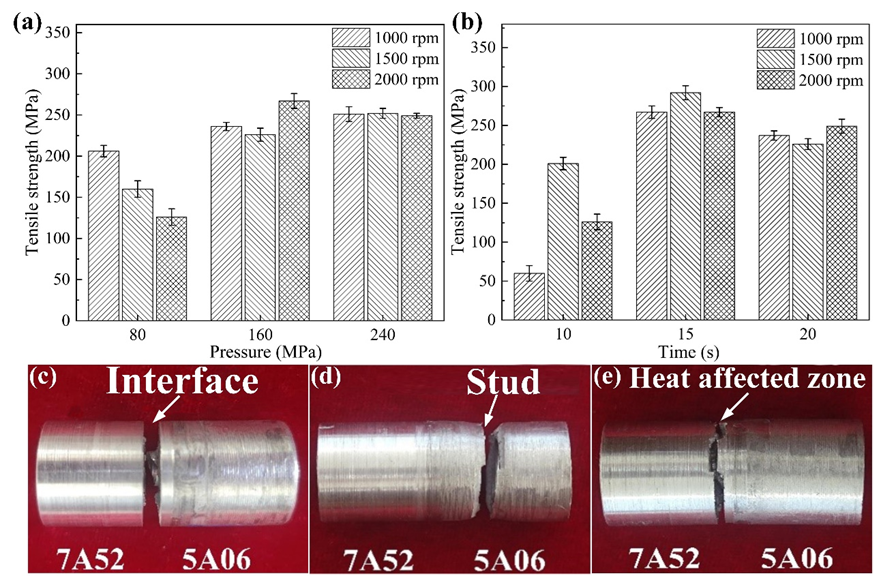
图3为SFSW不同参数下接头拉伸性能测试结果,接头抗拉强度随着摩擦压力和摩擦时间的增加呈现先上升后降低的趋势。在摩擦压力160 MPa、转速1500 rpm、摩擦时间15 s时,最大抗拉强度达292 MPa,接头断裂位置位于螺柱。
相关论文发表在期刊Materials Letters上,哈尔滨工业大学研究员孟祥晨为文章的第一作者,黄永宪教授、谢聿铭副教授为共同通讯作者。该工作得到国家自然科学基金项目(52175301、52205350)、中国博士后科学基金特别资助项目(2021M690820、BX20220384)资助。