英文原题:Elimination of root kissing bond in friction stir welding of thick plates(全文阅读)
通讯作者:黄永宪,哈尔滨工业大学
作者:Xiaotian Ma(马潇天),Xiangchen Meng(孟祥晨,副研究员),Yuming Xie(谢聿铭,助理教授/博士后),Yaobang Zhao(赵耀邦),Xiaoyang Peng(彭小洋),Mingyang Liang(梁明阳),Long Wan(万龙,教授), Yongxian Huang(黄永宪,教授)
DOI:doi.org/10.1016/j.matlet.2022.133148
在航天领域中大型化结构已成为研发设计的重点,如重型运载火箭。大型结构件的焊接尤其要注重焊缝根部的成形。搅拌摩擦焊接过程中轴肩的摩擦是主要的热量来源,这不可避免导致了沿焊缝厚度方向存在温度和变形梯度。焊缝底部小的热输入和弱的材料变形致使传统搅拌摩擦焊的根部容差(定义为在保证不产生根部弱连接下的搅拌针尖端与板下表面之间的距离)通常小于0.2 mm甚至0.1 mm。而大型构件必须要求搅拌摩擦焊有更大的根部容差来保障焊缝质量,这对传统的焊具提出了巨大的挑战。研究学者们通过辅助加热或全穿透等策略来改善焊缝底部的成形,但这些方法增加了设备或工艺的复杂性。
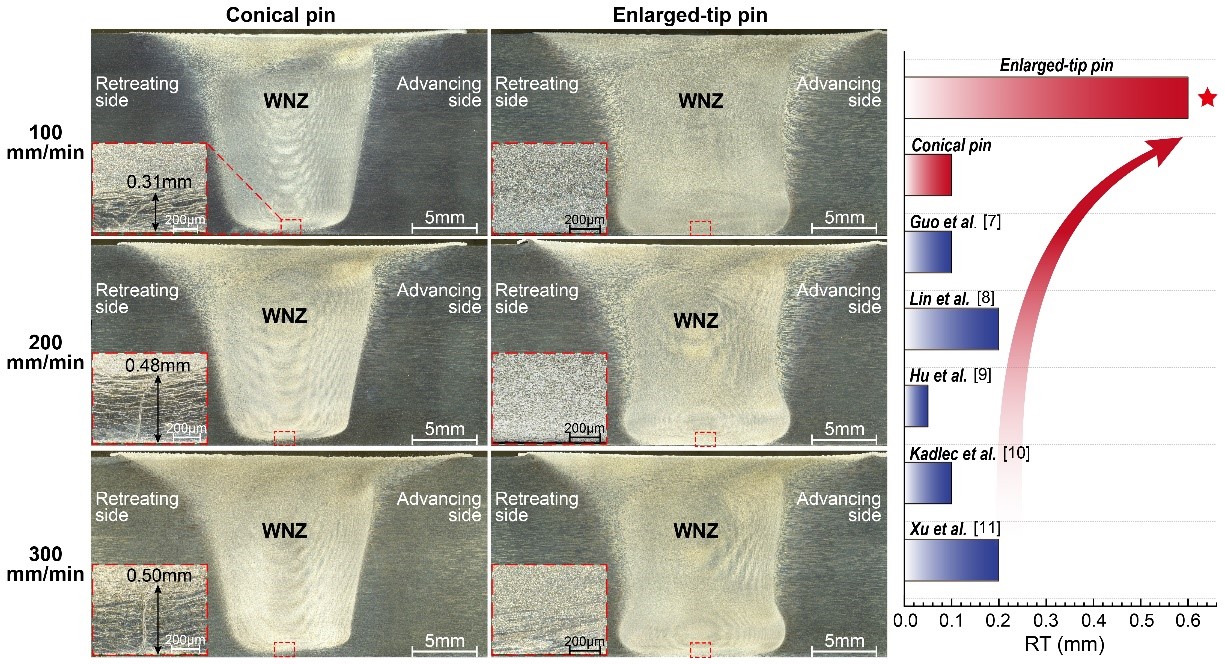
针对上述难题,哈尔滨工业大学黄永宪教授团队针对厚板搅拌摩擦焊中容易出现根部弱连接的问题进行了研究,提出了一种根部强化搅拌摩擦焊方法(Root-enhanced friction stir welding,图1b),依据焊接过程中热源和材料变形按需分配的原则,焊具采用了锥形螺纹与膨大尖端相结合的混合结构。与传统焊具相比,膨大的尖端增大了焊缝底部的摩擦面积,提高了焊缝底部的热输入并增强了塑化材料的流动。同时,搅拌针的底面设计为内凹形,起到堆积和锻压塑化材料的作用,实现搅拌针作用区向焊缝底部的扩展。

根部强化搅拌摩擦焊有效消除了厚板中焊缝根部弱连接缺陷,并成功把根部容差从传统焊具的0.1 mm提高到0.6 mm,根部容差提高了500%,如图2所示。根部强化搅拌摩擦焊显著改善了接头的拉伸性能,接头抗拉强度与延伸率分别达到345±4 MPa和11.8±0.7%,相当于母材的76.3%和64.5%,相同工艺下比传统锥形针接头高11.3%和87.3%。因此,该方法扩大了搅拌摩擦焊在大型结构件焊接中的应用,并证明了通过调整搅拌针尖端形貌来扩大焊具焊透能力的可行性。
相关论文发表在Materials Letters上,哈尔滨工业大学博士研究生马潇天为文章的第一作者,黄永宪教授为通讯作者。该工作得到国家自然基金项目(52175301)、中国博士后创新人才支持计划(BX20220384)、上海航天科技创新基金项目(SAST2020-108)资助。