英文原题:Wire-feeding friction stir welding for large gap width tolerances
通讯作者:黄永宪、孟祥晨、谢聿铭,哈尔滨工业大学
作者:Wenjiang Dong(董汶江),Xiangchen Meng(孟祥晨,研究员),Yuming Xie(谢聿铭,副教授),Xinmeng Zhang(张欣盟),Zeyu Zhang(张泽宇),Xiuwen Sun(孙秀文),Ruitao Guo(郭瑞涛),Huijia Tian(田慧佳),Yongxian Huang(黄永宪,教授)
正文:
在实际大型及复杂结构焊缝的搅拌摩擦焊接生产中,由于接头结构形式和板材加工精度问题,焊缝容易产生较大的间隙,这对接头的成形和性能极为不利。研究人员采用预置粉末、焊丝或者补偿条的形式作为填充材料对大间隙下的工件进行焊接。然而,当焊接速度过快时,这些填充材料很容易飞出间隙从而形成缺陷。
针对上述需求及策略,哈尔滨工业大学黄永宪教授团队提出了搅拌摩擦填丝焊新技术(Wire-feeding friction stir welding,图1),基于传统搅拌摩擦焊接方法,填充材料旁轴送料,将搅拌摩擦焊与填料过程同时进行,实现大尺寸间隙下搅拌摩擦填丝焊。提高了搅拌摩擦焊对接头间隙的容忍性,消除了焊缝减薄问题,提高了接头承载能力。该方法提高了搅拌摩擦焊对工况条件的适应性,适用于高铁、船舶和飞机上大型及复杂结构焊缝,研究内容有望为工程实际应用提供理论依据和技术支撑。

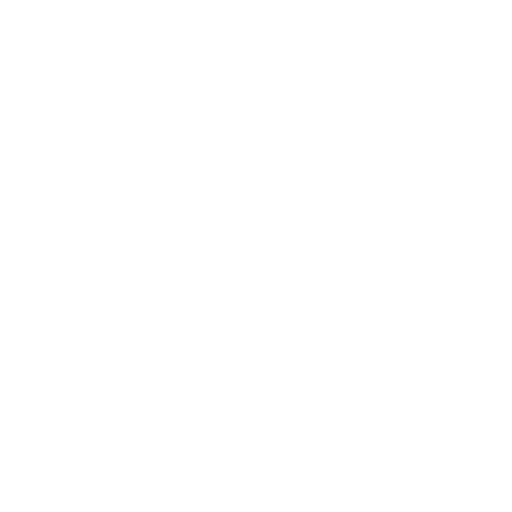
如图2所示,搅拌摩擦填丝焊后接头形貌光滑,表面无沟槽,背部成形良好。搅拌针驱动塑化材料流动并填充空隙。填充材料与板材实现了高质量的冶金焊接。焊缝未发现孔洞和隧道缺陷。同时,由于填充材料的加入,消除了接头变薄的现象,增强接头承载能力。
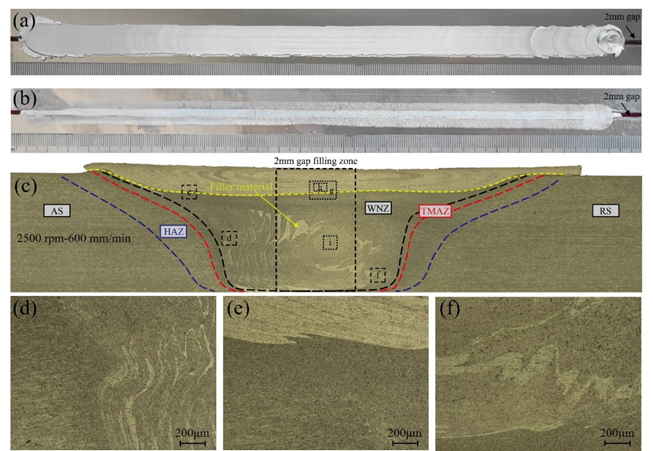
图3统计了填充材料及焊核区材料的晶粒分布及尺寸大小。填充材料与焊核区材料均经历了大塑性变形,发生动态再结晶,形成细小的等轴晶。填充材料与焊核区界面处、填充材料区及焊核区平均晶粒尺寸分别为4.83±0.31 μm, 5.13±0.24 μm 和5.51±0.34 μm。填充材料晶粒取向一致性较高,内部仍然保留了相对较高的位错密度。
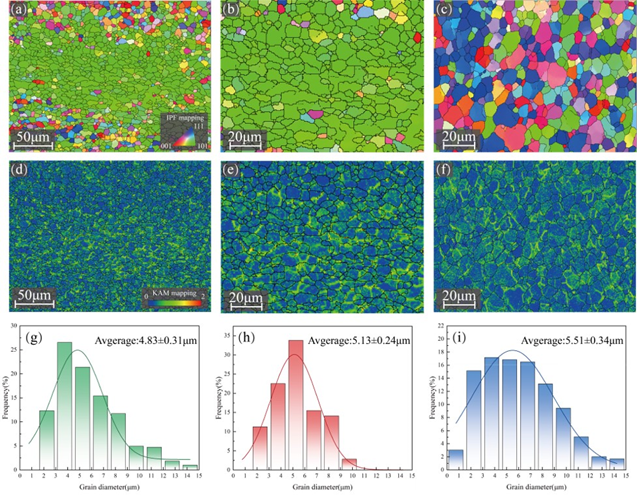
如图4所示,在600 mm/min下,接头的极限抗拉强度达到253.4±1.3 MPa,为母材的77%,与常规搅拌摩擦焊接接头力学性能基本吻合。不同焊接速度下接头抗拉强度变化不大,表明该方法提供了较宽的焊接工艺窗口。所有接头均在热影响区发生断裂。当弯曲角度达到150°时,正弯和背弯均未出现裂纹。
相关论文发表在Science and Technology of Welding and Joining上,哈尔滨工业大学博士研究生董汶江为文章第一作者,黄永宪 教授、孟祥晨 研究员、谢聿铭 副教授为通讯作者。该工作得到国家自然科学基金项目(52175301, 52205350, 52305345)的资助。